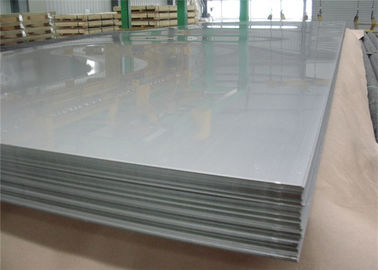
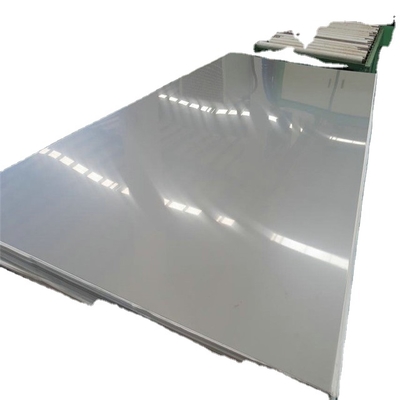
عملية تصنيع الأنابيب الفولاذية المقاومة للصدأ غير الملحومة
1. الدرفلة على الساخن (أنبوب فولاذي غير ملحوم بالبثق): قضبان دائرية ← تسخين ← ثقب ← درفلة عرضية بثلاث أسطوانات ، درفلة مستمرة أو بثق ← إزالة الأنابيب ← تغيير الحجم (أو تقليل القطر) ← التبريد ← الاستقامة ← الاختبار الهيدروليكي (أو كشف الخلل ) → علامة → التخزين
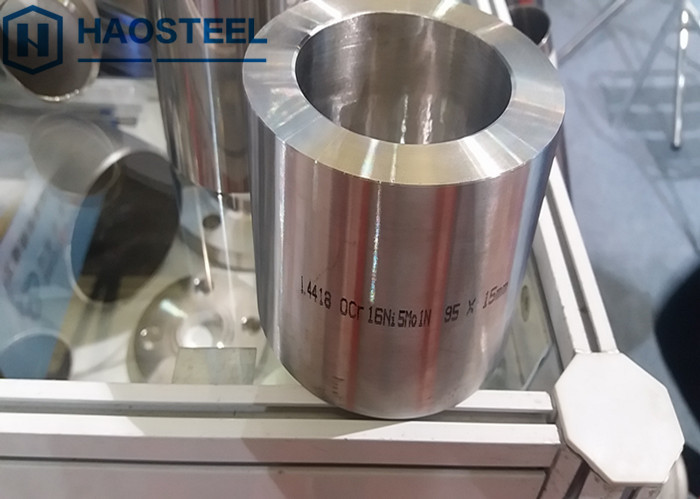
تفاصيل: المواد الخام المستخدمة في دحرجة الأنبوب غير الملحوم عبارة عن أنبوب دائري فارغ ، ويتم تقطيع الأنبوب المستدير إلى فراغ بطول حوالي 1 متر بواسطة آلة القطع ، وإرساله إلى الفرن للتدفئة عبر حزام ناقل.يتم إدخال البليت في الفرن وتسخينه إلى درجة حرارة تقارب 1200 درجة مئوية.الوقود هو الهيدروجين أو الأسيتيلين.يعتبر التحكم في درجة حرارة الفرن مسألة أساسية.بعد تحرير القضيب المستدير ، فإنه يخضع لآلة التثقيب عبر الفتحة.آلة التثقيب الأكثر شيوعًا هي آلة التثقيب الأسطوانية المخروطية.تتميز آلة التثقيب هذه بكفاءة إنتاج عالية وجودة منتج جيدة وقطر كبير للتثقيب ويمكنها ارتداء مجموعة متنوعة من أنواع الفولاذ.بعد التثقيب ، يتم دحرجة ، درفلة أو بثق العارضة المستديرة بثلاث لفات على التوالي.بعد البثق ، يجب أن يتم تحجيم الأنبوب.يتم تدوير آلة التحجيم بسرعة عالية بواسطة مثقاب مخروطي الشكل في قلب صلب لتشكيل أنبوب فولاذي.يتم تحديد القطر الداخلي للأنبوب الفولاذي من خلال القطر الخارجي لقمة حفر آلة التحجيم.بعد أن يتم تحديد حجم الأنبوب الفولاذي ، يدخل برج التبريد ويتم تبريده بواسطة رذاذ الماء.بعد تبريد الأنبوب الفولاذي ، يتم تقويمه.بعد تقويم الأنبوب الفولاذي ، يتم إرساله إلى كاشف الخلل المعدني (أو اختبار ضغط الماء) بواسطة حزام ناقل للكشف عن الخلل الداخلي.إذا كانت هناك شقوق داخل الأنبوب الفولاذي ، فسيتم اكتشاف فقاعات ومشاكل أخرى.بعد فحص جودة الأنبوب الفولاذي ، يجب اختياره يدويًا بعناية.بعد فحص جودة الأنبوب الفولاذي ، يتم رش الطلاء بالرقم ، المواصفات ، رقم دفعة الإنتاج ، إلخ. يتم رفعه إلى المستودع بواسطة رافعة.
2. الأنبوب الفولاذي غير الملحوم المسحوب على البارد (المدلفن): قضيب الأنبوب الدائري ← التسخين ← التثقيب ← الرأس ← التلدين ← التخليل ← التزييت (الطلاء بالنحاس) ← السحب البارد متعدد المسارات (الدرفلة على البارد) ← الأنبوب الفارغ ← المعالجة الحرارية ← الاستقامة ← هيدروليكي اختبار الضغط (التفتيش) ← وضع العلامات ← في المستودع.
تعتبر طريقة درفلة الأنابيب الفولاذية غير الملحومة المسحوبة على البارد (المدرفلة) أكثر تعقيدًا من الدرفلة على الساخن (أنابيب الصلب غير الملحومة البثق).الخطوات الثلاث الأولى من عملية الإنتاج الخاصة بهم هي نفسها بشكل أساسي.يبدأ الاختلاف بالخطوة الرابعة.بعد تفريغ العارضة المستديرة ، يجب أن تبدأ وتصلب.بعد التلدين ، يتم غسلها بالحمض بسائل حمضي خاص.بعد التخليل ، ضع الزيت.يتبع ذلك سحب بارد متعدد التمريرات (درفلة على البارد) للأنبوب الفارغ ، متبوعًا بمعالجة حرارية خاصة.بعد المعالجة الحرارية ، يتم تقويمها.